効率化と品質向上を目指す構内物流標準化マニュアル 第6回~出庫作業の標準化
出庫作業の品質向上
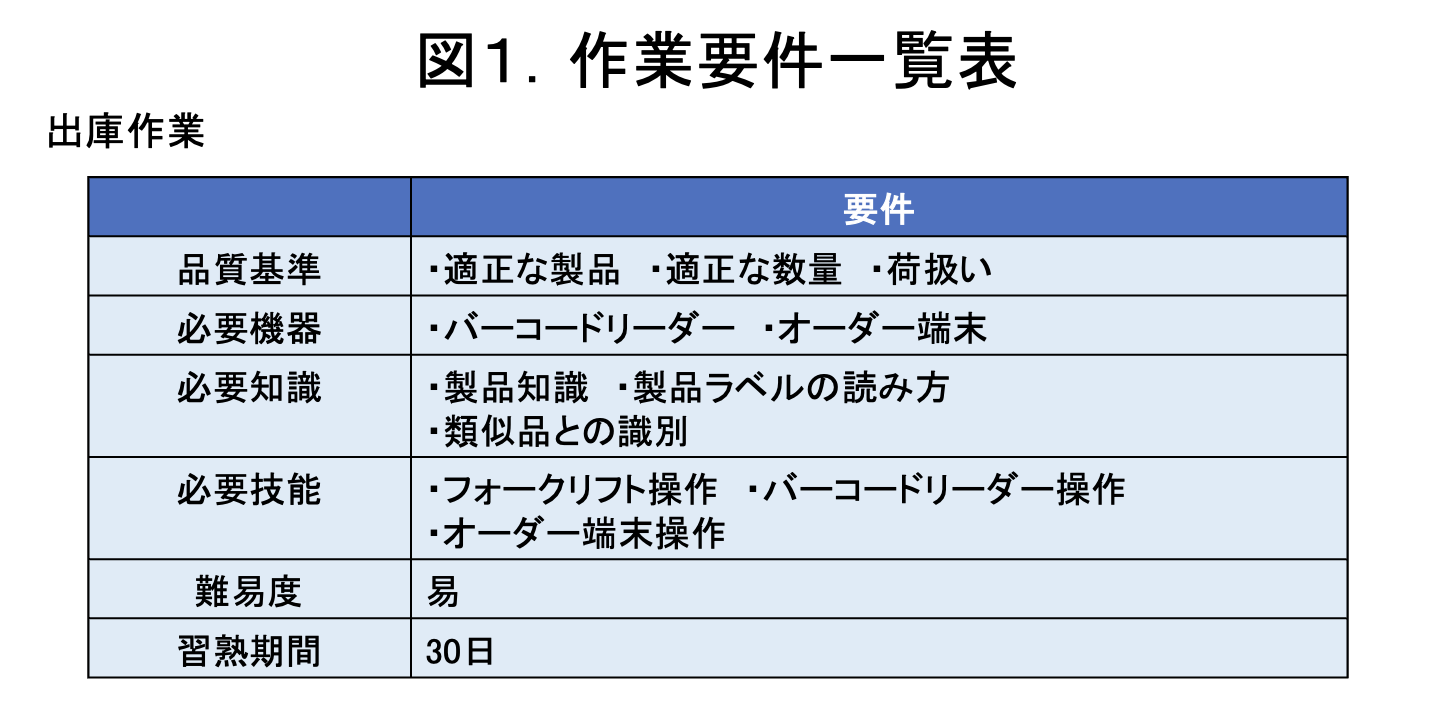
出庫作業とは保管場から必要な製品を取り出すことである。出庫後すぐに得意先に出荷する場合もあるので、物流品質には細心の注意を払いたい。出庫作業における品質不良には大きく2つある。1つ目が誤品と呼ばれる不良で、要求とは異なる製品を出庫してしまうことだ。2つ目は誤数と呼ばれ、製品は間違いないものの要求数量と異なる数量を出庫してしまうことを指す。誤数は物流品質不良の中でも最も多いと思われる。
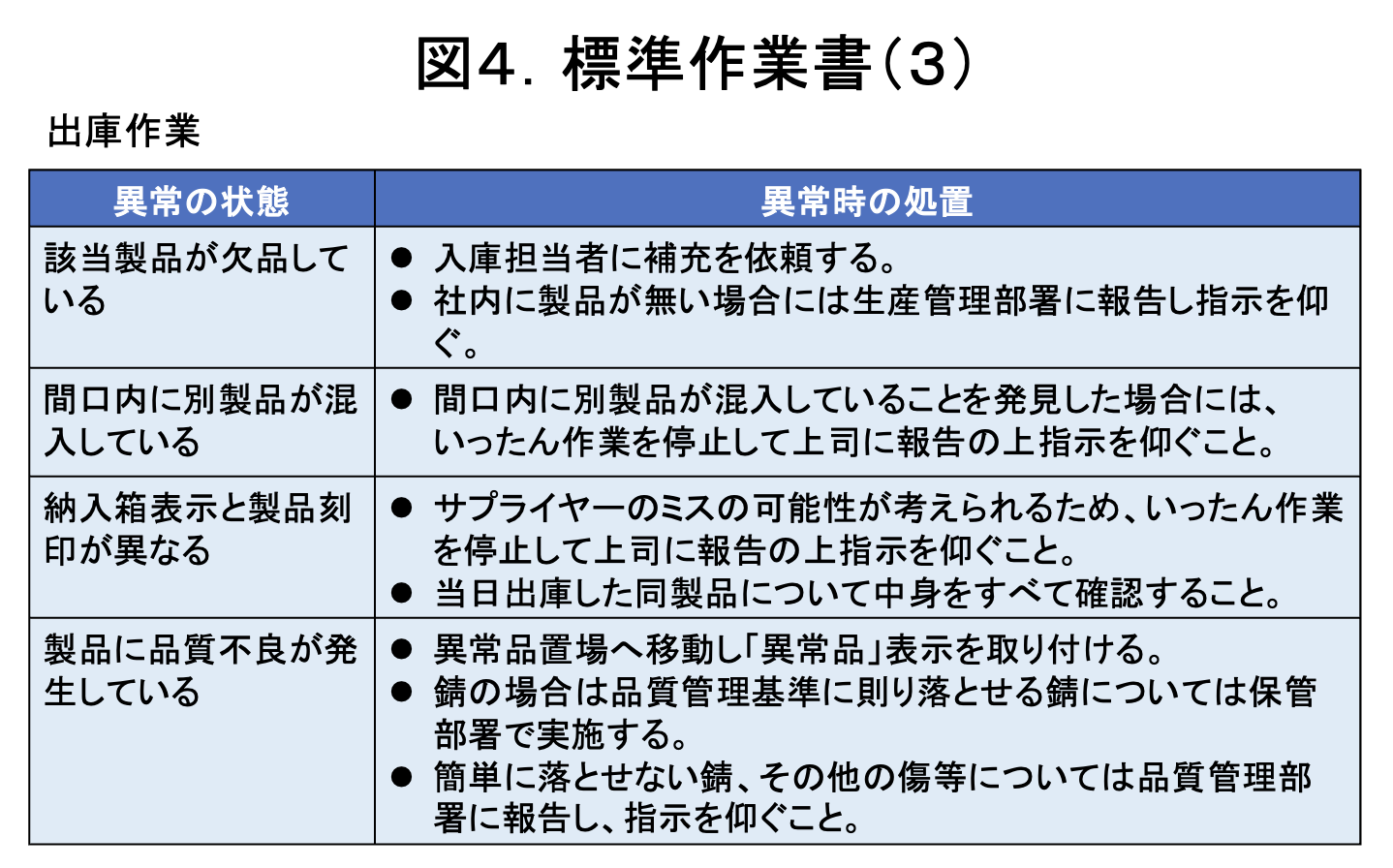
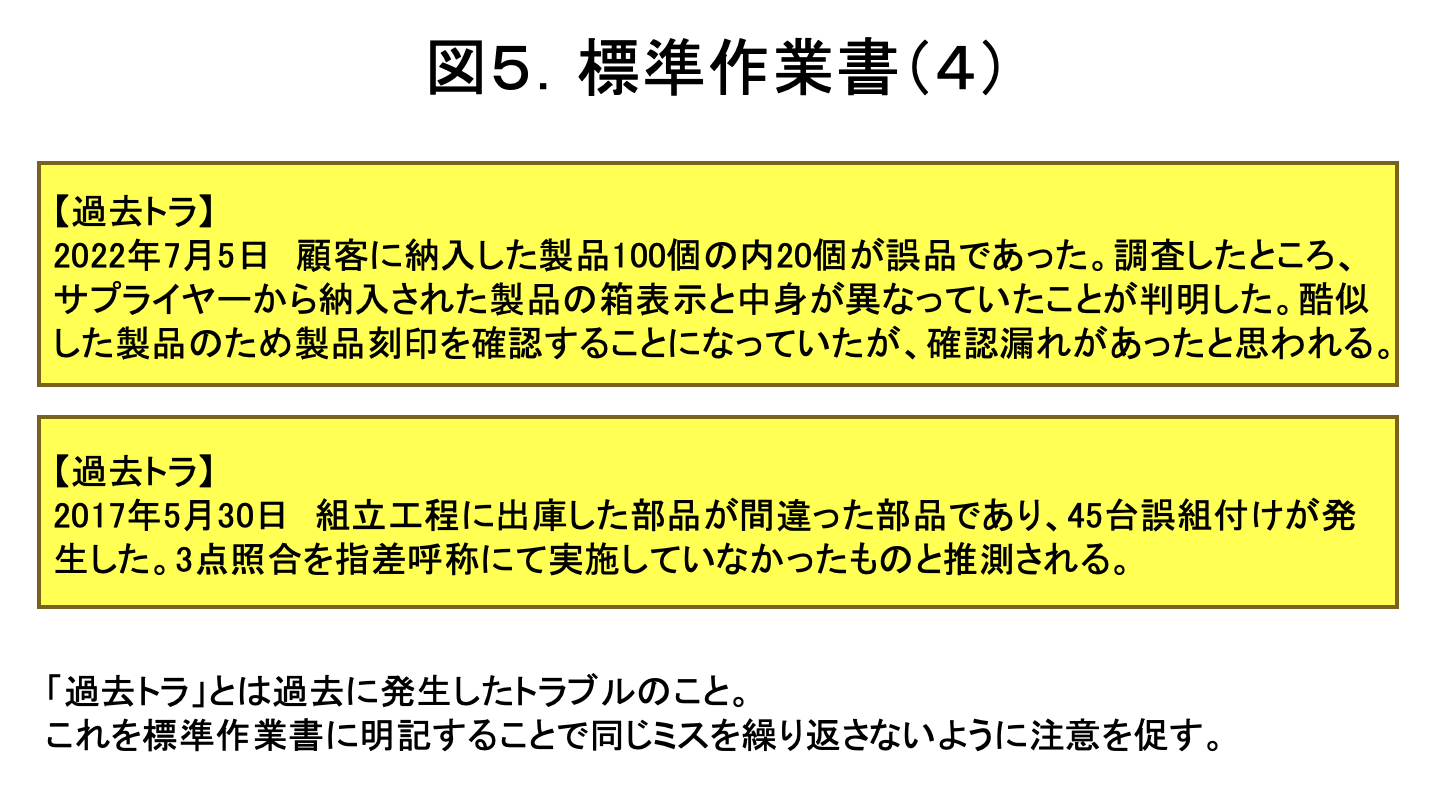
製品そのものにバーコードなどの識別が入っていればそれを出庫伝票や出庫ラベルなどと照合することで誤品はほぼ避けることができる。しかし大多数の工場では目視による識別を行っているため、正しい製品であることを確実に担保できる標準作業を設定することが求められる。場合によってはサプライヤーから納品されたものである場合、そのもの自体が箱の表示と異なる場合がある。入荷時点ですべて箱の中身まで検品を行っていないケースが多いと考えられるので、出庫時に確認することが必要。オーダーリストと製品ラベル、製品刻印の3点照合を指差呼称にて確実に実施することを標準作業として定めておこう。
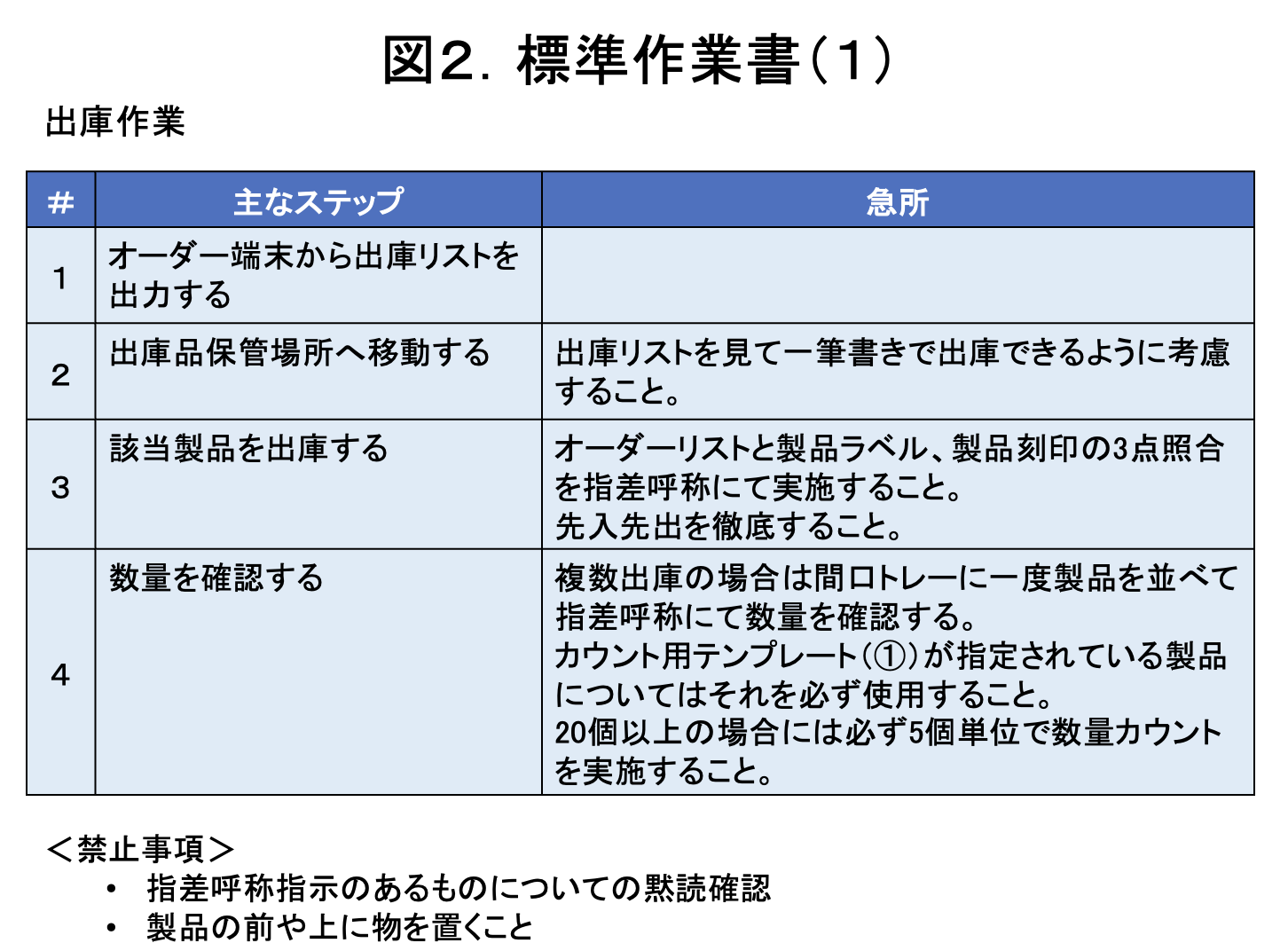
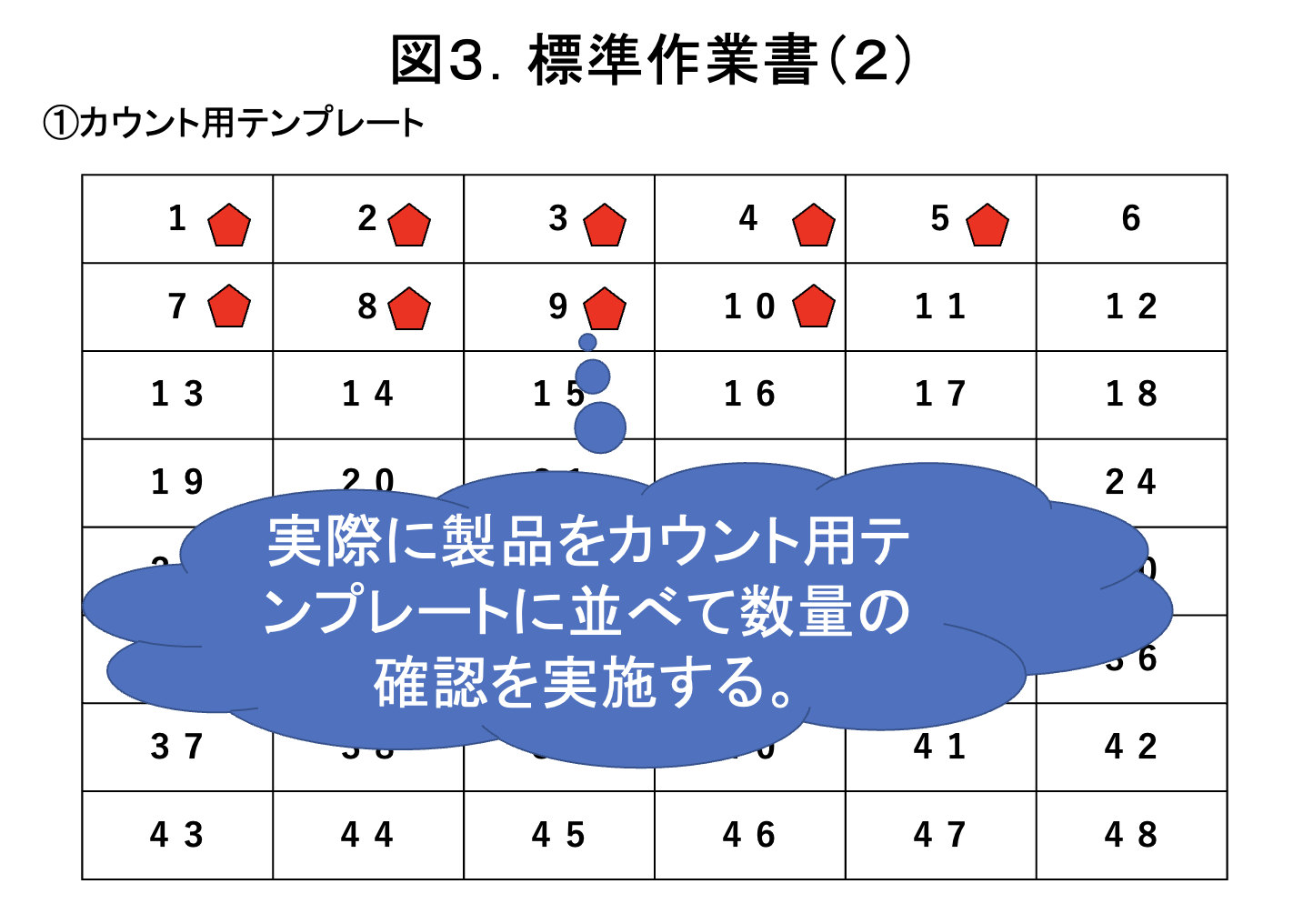
正しく数えることは簡単ではない。こういうと首をかしげる人がいるが、物流経験者であれば身に染みて実感していることだろう。誤数を避けるためにはトレーに一度製品を並べて指差呼称にて数量を確認したり、カウント用テンプレートを指定し、それを必ず使用したりすることを定めておこう。併せて20個以上の場合には必ず5個単位で数量カウントを実施するといったルールもお勧めだ。
その他出庫時に製品にダメージを与えることもあり得るので、ハンドリングのルールも定めておきたい。
出庫作業は迷うことなく1動作で製品を取り出すことができればベスト。もしそうなっていなければその要因をつぶしていくことで効率を上げることができる。たとえば取り出そうとした製品の前にものが置かれていたり、上に何かが積み重ねてあったりすることがある。このような置き方は禁止事項として定めておくことが望ましい。
オーダーシートと商品を何度も見比べる動作をよく見かける。この要因としてオーダーシートや間口の表示、製品ラベルなどに表記されている文字が小さいことが挙げられる。ピッキングエリアの照度不足が原因かもしれない。このようなケースでは作業効率が低下するばかりでなく、誤出庫の要因ともなるので注意が必要だ。文字については作業者が2m離れたところから確認できる程度の大きさとするなど、職場に見合ったルールを作成したい。
その他出庫時の歩行やフォークリフト移動の距離を縮めたり、伸び上がりや屈み動作を無くしたりすることも大切だ。作業者が要求製品を出庫しようとしたら間口にその製品が補充されていないなどは論外。入庫作業は標準作業を守って確実な仕事を実施しよう。
出庫工程のKPIとは
出庫に関する結果系のKPIとして「誤出庫件数」は把握しておきたい。これは次工程で発見されることがほとんどだろう。たとえば次工程が生産工程であればそこで発見されカウントされる。次工程が梱包工程でも同様だ。併せて「誤出庫比率」も把握しよう。
要因系のKPIとして「間口内欠品件数」、「伸び上がり・屈み必要箇所数」などの効率低下につながる指標を設定してみてはいかがだろうか。これらをもとに日常改善へとつなげていきたいところだ。
【第6回まとめ】
- 出庫作業標準化のポイントは品質向上と作業効率向上の2つだ。
- 出庫品質不良には大きく分けて2つある。それが誤品と誤数だ。さらに出庫ハンドリング時の製品ダメージがある。
- サプライヤーから納品された製品自体が間違っている可能性も否定できない。
- 作業効率向上のポイントは確認作業時間や歩行、フォークリフト移動などの低減だ。
- 出庫作業に関するKPIを設定し、日常評価と改善を実行しよう。
この記事の作者
仙石 恵一
合同会社Kein物流改善研究所 代表社員










